目前国内VOCs治理形势比较严峻,VOCs治理方式和治理的公司也鱼龙混杂,一个特别现象是以前在国外昙花一现的治理技术,在国内却被当成了“香饽饽”,甚至有不少企业,借着国外已经倒闭的“僵尸”公司的名头在市场上大摇大摆。
与此同时,不少印刷企业对于印刷废气的治理了解甚少,这就使得印刷包装企业对包装印刷行业的废气治理存在着诸多的误解。
在这里,我们本着实事求是的态度就包装印刷的废气特点和推荐治理方法,从各方面进行阐述,供大家参考,也希望通过我们的努力使大家对印刷废气的治理增加认识,以便选择合适的处理方法。
国内应用在印刷包装行业的废气处理技术,主要有氧化分解法,等离子体法,吸附法,冷凝回收法等,这些方法应用效果差异较大。
目前在包装印刷领域最有效,最彻底,也是最可靠的处理方法是热分解法,即通过高温燃烧或在一定温度下通过催化剂热分解VOCs,相应的处理设备主要有蓄热式焚烧炉(RTO)和蓄热室催化焚烧炉(RCO)。
由于过程采用了高效陶瓷蓄热体,设备本身具有很高的热效率(可达95%以上),因此能够比较节能的运行。
在美国,三十年前VOC治理之初,也曾尝试用吸附、等离子等方法处理,但之后陆续均被热分解方式替代。
RTO由于具有高的热效率和净化效率,在废气浓度适宜情况下,设备能够在比较节能的情况下高效地完成废气的处理,同时具有很高的可靠性和比较长的寿命(可超过20年)。
因此在国外,目前RTO是包装印刷行业用来处理废气的最典型设备。但在有些在废气风量较大,浓度较低的情况下,可以适用浓缩转轮技术。
1.印刷包装行业废气特点
印刷包装行业的废气源参见下表:
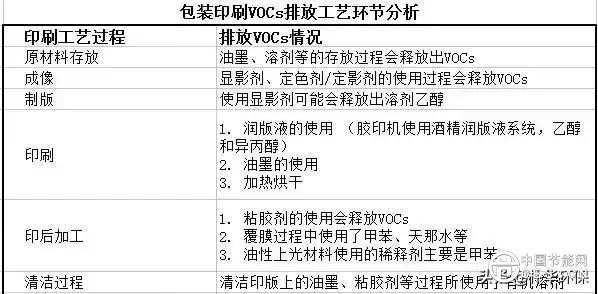
参考文献:《包装印刷行业VOCs排放工艺及特点分析》
上述废气源又可分为有组织排放废气和无组织排放废气两大类。有组织排放废气主要来源于印刷工艺过程,尤其是烘干过程,通常有专门的收集系统和排放系统;无组织排放废气主要来源于各个工艺过程中挥发出来的VOCs, 主要逸散于车间。
有组织排放废气通常有以下特点:
1) 废气组分较多,废气成分较复杂;
常见使用的溶剂有:乙醇、乙酸乙酯、正丙酯、正丙醇,异丙醇等,此外还有油墨,光油,底涂等包含的挥发成份。
2) 废气浓度随产品或工艺而变化;
由于印刷产品的变化,所需使用的油墨类型和用量也随之变化,排放的废气风量和浓度也随之变化。
3) 废气浓度典型的多在2-3g/m3左右(进口设备); 低的多半在1g以下,高的能达到4g以上;(国产设备废气浓度通常比较低,多的甚至在0.5g以下);
4) 废气成分通常仅含VOCs, 且比较洁净,不含灰尘或含少量灰尘;
5) 废气温度不高,多在30~60度之间。
无组织废气浓度通常比较低,由于分布的空间较大,所以所需处理的风量也较大。
有组织排放是废气排放的主要部分,有组织排放废气如果收集和处理较好的话, 其排放量占据总VOCs排放的85%(但官方通常认定这个范围为约60%)。
2.废气工艺参数的确定
选择处理方法前,首先要确定好三个关键参数—废气风量、废气浓度、废气成分。
废气风量可以根据设备的原始设计参数或者排风机的参数得来,最准确的方式是现场测量(如果有测试仪器的话)或者找第三方测量。
其次是废气浓度,废气的浓度可以检测,我们建议采用移动FID设备对废气浓度进行检测。现行国家标准规定的取样点式采样检测方法不太准确,测试结果容易出现较大的偏差,可能会偏低较多,所以按照此结果选择的处理方法可能出现较大的问题,如处理后不达标的问题。
同时为了确保浓度数据可靠,我们同时也建议对废气浓度进行估算,其结果与测试结果不应该有大的偏差。在某些情况下可以根据依据估算结果来选择和设计处理方案。
下面介绍一下有组织排放废气浓度一个简单估算方法:
有组织排放废气浓度可用单位小时消耗的溶剂量S(kg/h)除以废气风量A(Nm3/h)简单估算而来。下面以一个实例来说明:
某10色印刷机,在120小时内供消耗油墨4.8t, 添加溶剂(乙醇,正丙酯,乙酯等)共7.8t,工艺过程中也使用一定量的水墨,由于此水墨基本不含VOCs, 因此不计入。油墨固含量约为45%,因此单位时间消耗的溶剂量S:
S=(4.8t ×(1-45%)+7.8t)/120h=0.087t=87kg/h
该印刷机的废气风量A约为30000Nm3/h。考虑到溶剂的挥发损失,溶剂按80%估算进入设备后排出,则废气浓度C为:
C=87(kg/h)*80%/30000(Nm3/h)=2.32g/Nm3
此结果为浓度的一个估算平均值,测试结果应与之相差不太大。通常情况我们需要知道典型状态下的平均浓度和可能的最大浓度。最大浓度可以在知晓平均浓度的基础上,结合工艺具体情况进行估算。如果设计有余热回收系统,最好对平均浓度进行测量,以便确保余热计算值与工程完工后的实际值偏差不大,避免投资失误。
此外废气成分也影响到废气治理方法的选择。考虑到废气成分的特点,不同治理方式的处理效果也不同,如废气成分比较简单时(1-2种溶剂),数量大时可选择冷凝回收、催化燃烧或者蓄热燃烧处理等方式,都可以达到较好的效果;但如果废气成分较多时,则优先选择燃烧。
3.处理方法的选择
在废气风量、废气浓度和成分知晓的情况下,可以选择相应的处理方式,可以参照下表进行选择(仅供参考):
溶剂成分1-2种时:

溶剂成分3种以上时:

以上表格推荐方法首先基于处理效果考虑,能够使废气处理达标排放,其次考虑到设备运行成本和投资等方面。当然由于客户废气的独特性和客户的特别要求,实际选择处理方式与表格所推荐方式有可能会有所不同。
4.成本控制
成本控制是每个企业在选择废气处理设备时一定会考虑的重要因素!
RTO能耗主要来源于两个方面,一是风机电耗,主要是主风机和燃烧器风机,主风机用于驱动废气流动,燃烧器风机用来给燃烧器供风;二是燃料消耗,通过燃料燃烧为RTO提供热能,维持设定的燃烧温度;下面通过一个例子计算来说明一下:
以印刷行业废气为例。 某台印刷机械废气风量约为20000Nm3/h, 废气温度约为40℃, 废气浓度约为1.7g/Nm3(34kg/h),废气综合燃烧热值约为6500kcal/kg, RTO设计风量为22000Nm3/h,留有少量余量, 设计热效率为95%。
RTO正常运行时,驱动20000Nm3/h废气所需的风机电耗约为40kw,
在1.7g/Nm3废气浓度下需消耗7m3/h天然气,以维持设备燃烧温度。 若电费按0.9RMB/kwh, 天然气按3.5RMB/m3计算, 则每小时的运行费用约为60元,并不高。
如果废气浓度在2.1g/Nm3以上,则正常运行时不需要天然气,燃烧器会自动关闭,所以只有风机能耗费用,仅为36元/小时。
如果浓度远超过2.1g/Nm3,则可以回收余热。余热可以用来给烘箱供热,从而节省生产设备的能耗,也可以用来生产热水和为建筑物供暖。因此在废气有较多余热的情况下,充分利用余热可以创造效益。
例如若废气浓度为4g /Nm3(80kg/h),则可利用的最大余热约为 50万Kcal, 假设利用率为60%,可回收30万Kcal。如果印刷烘干所需的功率约为60万Kcal(假设烘干温度为80℃),可节约50%的能耗。如果浓度达到6g /Nm3,则可节约75%的能耗, 一般说,如果采用气-气换热系统,回收的余热产生的效益可以在两年左右就收回设备投资。
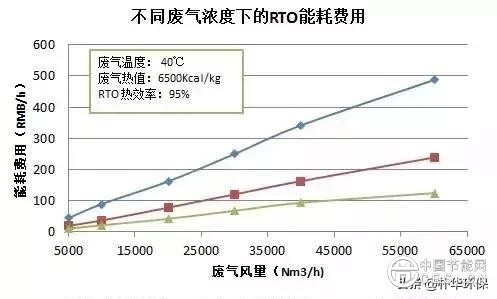
下图是风量、浓度不同时的RTO能耗费用估算值。
5.节能减风
目前国内很多印刷设备,尤其是国产设备,排风量较大,浓度较低(通常在1g以下)。这给后续治理带来了很大的麻烦,不管采取何种处理方式,都会面临比较大的投资费用或运行费用。最佳的方式是首先对风量进行优化,减少排风,增加废气浓度。这不仅会降低生产设备的运行费用,也会大大降低后续废气治理设备的费用。根据烘箱结构的不同,其优化处理方式也不同。
但总的一个思路就是热风回用。通过热风回用减少加热的热能消耗,也可以降低风机的运行能耗,同时增加了废气的浓度。
烘箱有内部循环典型结构如下:
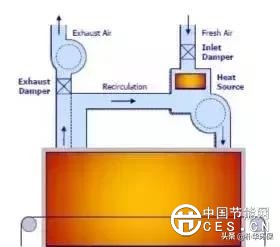
这种烘箱结构客户可以根据工艺情况,在保证安全和不影响产品质量的情况下,增大回用热风的比例,即可降低总的排风量,增加废气排放浓度。但如果废气排放浓度比较高时,为保证安全,需安装LEL监测器, 避免爆炸的风险。
此外可以用LEL监测的浓度作为控制信号来对热风回用阀门进行动态实时控制,在废气浓度安全的情况下,回风风量自动调节,这样可以自动适应产品和工艺的变化。此系统通常成本较高。
如果烘箱没有热风回用机构,也可以在集中进风口和出风口回用,仍然可以优化风量;还有采用ESO系统全新热风系统,采用集中进风和排风和回用,也可以达到降低风量、增加浓度的效果。