玻璃熔窑的节能降耗一直是业内关注的重大课题,在能源危机日益加重的今天,玻璃熔窑对高品质能源的过度依赖已经制约了玻璃行业的发展。玻璃熔窑燃烧过程中,空气成分中占78%的氮气不参加燃烧反应,大量的氮气被无谓地加热,在高温下排入大气,造成大量的热量损失,氮气在高温下还与氧气反应生成NOx,NOx气体排入大气层极易形成酸雨造成环境污染。另一方面随着高科技和经济社会的发展,要求制造各种低成本、高质量的玻璃,而全氧燃烧技术正是解决节能、环保和高熔化质量这几大问题的有效手段,被誉为玻璃熔制技术的第二次革命。
纯氧燃烧技术最早主要被应用于增产、延长窑炉使用寿命以及减 少NOx排放,但随着制氧技术的发展以及电力成本的相对稳定,纯氧燃烧技术正在成为取代常规空气助燃的更好选择,这得益于纯氧燃烧技术在节能、环保、质量、投资等方面的优势。
氧气燃烧的应用分为整个熔化部使用纯氧燃烧的全氧燃烧技术、纯氧辅助燃烧技术以及局部增氧富氧燃烧技术等几种方式。
1、全氧燃烧技术的优点
1)玻璃熔化质量好。全氧燃烧时玻璃粘度降低,火焰稳定,无换向,燃烧气体在窑内 停留时间长,窑内压力稳定,有利于玻璃的熔化、澄清,减少玻璃的气泡及条纹。
2)节能降耗。全氧燃烧时废气带走的热量和窑体散热同时下降。研究和实践表明,熔制普通钠钙硅平板玻璃熔窑可节能约30%以上。
3)减少NOx排放。全氧燃烧时熔窑废气中NOx排放量从2200mg/Nm3降低到500mg/Nm3以下,粉尘排放减少约80%,SO2排放量减少30%。
4)改善了燃烧,提高了熔窑熔化能力,可使熔窑产量得以提高。玻璃熔窑采用全氧燃烧时,燃料燃烧完全,火焰温度高,配合料熔融速度加快,可提高熔化率10%以上。
5)熔窑建设费用低。全氧燃烧窑结构近似于单元窑,无金属换热器及小炉、蓄热室。窑体呈一个熔化部单体结构,占地小,建窑投资费用低。
6)熔窑使用寿命长。全氧燃烧可使火焰分为两个区域,在火焰下部由于全氧的喷入,使火焰下部温度提高,而火焰上部的温度有所降低,使熔窑碹顶温度下降,减轻了对大碹的烧损,同时,火焰空间使用了优质耐火材料,窑龄可提高到1 0年以上。
7)生产成本总体下降。举例来说,350t/d优质浮法玻璃熔窑采用全氧燃烧技术,按照目前油价3500元/吨测算,每年可为企业创造800万元的附加直接经济效益,而从长远看油价的进一步上升是必然趋势。
2、浮法玻璃熔窑纯氧辅助燃烧技术
由传热学理论可知,配合料在玻璃熔窑内熔化获得能量的主要途径是来自窑内燃烧火焰的辐射热。由于配合料的黑度比玻璃液的黑度大得多,即配合料的吸热能力比玻璃液的吸热能力大,这样有效地增加配合料上方的热负荷,并不致产生熔窑内衬温度的显著升高。这就是0#小炉位置增设一对全氧喷枪的原因所在。
在浮法玻璃熔窑上增设一对全氧喷枪后,不仅能达到增产增效、节能降耗、改善玻璃质量的目的,而且一定程度上还能延长玻璃窑炉的寿命。具体来说,有以下优点:
(1)提高玻璃窑炉的拉引量5~15%;
(2)改善窑炉的热效率,节省燃料5~8%;
(3)改善玻璃质量,减少气泡和结石,提高成品率0.5~3%;
(4)增设一对全氧喷枪后,高压热气流对窑体的整体冲刷侵蚀相对减缓;而用于熔化配合料的有效热量显著增加,可能加剧窑体侵蚀的热量也就相应降低;同时配合料的快速熔化减少了配合料的飞料,从而为延长熔窑使用寿命提供了保证。
(5)减少粉尘、烟尘的排放达20%,蓄热室格子体堵塞的可能性也减小了;
(6)纯氧辅助燃烧系统与原有空气燃烧系统相互独立,操作灵活。
3、局部增氧富氧燃烧技术
局部增氧是富氧空气不足时的一种主要应用方式。玻璃熔窑理想燃烧状态是:火焰上部为缺氧区,可保护碹顶;中部位普通燃烧区;下部为高温区,能有效将热量传给玻璃液。本技术关键是在火焰下部通入富氧气体,火焰的下部(靠近配合料和玻璃液面)温度提高,从而改变了传统的火焰燃烧特性,使其形成梯度燃烧。火焰下部温度的提高,可强化火焰对玻璃液的传热,有利于玻璃熔化,减少过剩的二次空气量,确保空气过剩系数达到理想数值而节约油耗。
局部增氧时火焰上部温度没有下部温度高,这不仅对大碹和胸墙的寿命有利,而且由于小炉、蓄热室格子体的热负荷降低,可减轻其烧蚀。采用局部增氧富氧燃烧技术,可以提高燃料效率、降低燃料消耗、增加生产能力,改善玻璃质量、减少污染物(NOx、SOx、CO2和颗粒物)的排放、缩减燃烧废气的总量、提高受损熔窑运行的维护能力以及在整个窑龄期运行的可能性。
局部增氧富氧燃烧技术投入包括设备费、人工费、设备加工费及技术使用费等,实施局部增氧富氧燃烧技术可以取得约4%的节能效益,按保守节能率3.0%计算,对于500t/d浮法玻璃熔窑,每天油耗约90吨,日节油量为2.7吨,油价按3000元/吨计算,日节约0.81万元,静态回收期200天。
局部富氧燃烧技术还能提高玻璃质量,延长炉龄,减少烟尘NOx等的排放,改善环境,带来巨大的社会效益。
玻璃熔窑富氧燃烧技术前景广阔,经过合理改造,一般浮法生产线均可应用,特别对于一厂多线,由于富氧气体量较大,更加适用。
4、应用实例
(1)全氧燃烧的窑炉和空气燃烧的窑炉对比:产品:显像管玻壳,燃料:天然气
(2)500吨/日浮法玻璃富氧燃烧运行情况
1)火焰明亮、碹顶温度下降
经过观察通入富氧气体后火焰下部明显变亮,与使用富氧前相比熔窑的碹项温度大约下降大于10~25℃。
2)玻璃熔化改善、熔化率提高
使用富氧燃烧技术以后,由于火焰特性的变化,玻璃的熔化明显改善,可在不增加油耗的基础上,适当提高玻璃产量,据测算,富氧燃烧时,熔窑熔化率可以提高5~8%;
3)熔窑总体节能评价
经过对单位产品能耗与历史数据的比较得出结论:浮法玻璃熔窑富氧燃烧技术总体节能大约在3~5%。
5、结论
采用全氧燃烧、纯氧助燃或富氧燃烧技术,不仅可以实现节能减排、显著提高玻璃质量,而且可以降低生产成本,是企业节能降耗、提高产品质量、取得良好经济效益的有效措施。

- 工业废气(臭气)净化处理
0评论2024-12-03

- 汽包锅炉和直流锅炉有何主要区别
0评论2024-07-30
- 绿色暖通: 供热系统的节能挑战与解决方案
0评论2024-07-25

- 负荷计算与无功功率补偿全方位指南
0评论2024-07-19
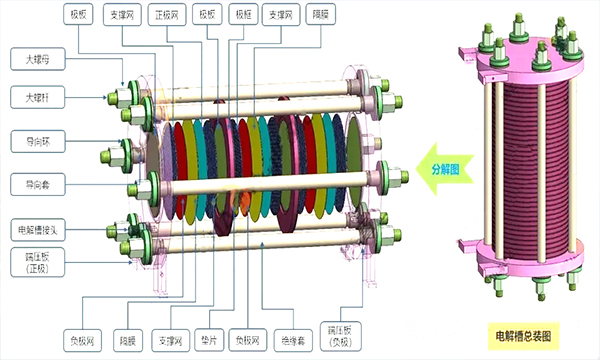
- 电解槽设备组件加工流程
0评论2024-07-19

- 电厂生物质燃料碳减排技术创新与应用研究
0评论2024-06-30

- 基于物联网和云计算技术的空调节能管控平台研究
0评论2024-06-28
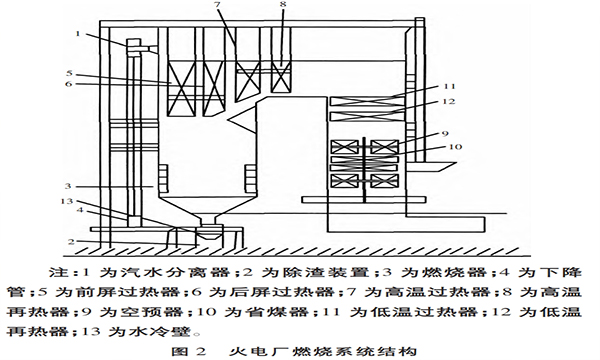
- 火电厂节能降耗技术分析及应用
0评论2024-06-26
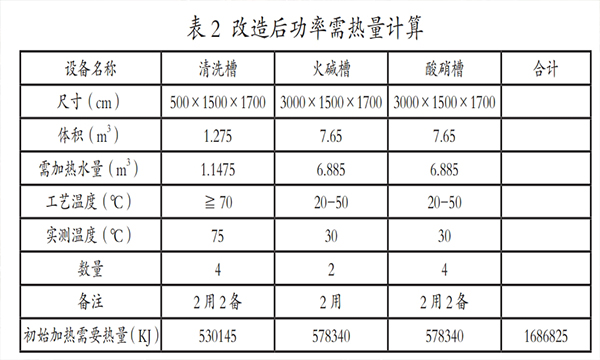
- 企业蒸汽加热系统节能降碳改造初探
0评论2024-06-25

- “一带一路”背景下我国煤电节能环保改造技术装备走出去策略探索
0评论2024-06-25