近期参与了几个煤化工项目的环评,其中低温甲醇洗的VOC治理日益受到关注。目前的几个项目环评中都采用的是蓄热式热力氧化炉即RTO。目前在石油化工、半导体、化学制药、喷漆、油漆和涂料生产化学品制造行业已得到广泛应用。在煤化工行业由于尚无运行所以也没有成功案例。所以本文试从几个方面对RTO存在的问题和缺陷进行分析,供大家参考。
蓄热式热力氧化炉(Regenerative Thermal Oxidizer)简称RTO,是一种高效的有机废气处理设备,其工作原理为采用陶瓷蓄热氧化技术,将挥发性有机化合物(以下简称VOC气体)经过蓄热室吸热升温后,进入燃烧室高温氧化焚烧,VOC气体在含氧环境下,达到自燃点后氧化成二氧化碳和水,再经过另一侧蓄热室将热量交换给蓄热陶瓷,经过高温氧化处理后的洁净气体低温排放,蓄存的热量用于预热新进入的VOC气体,经过周期性地改变气流方向从而保持炉膛温度的稳定,与传统的催化燃烧、直燃式热氧化炉相比,RTO具有热回收率高和VOC气体去除率高的特点,是适合煤化工低温甲醇洗大风量、低浓度的特点。
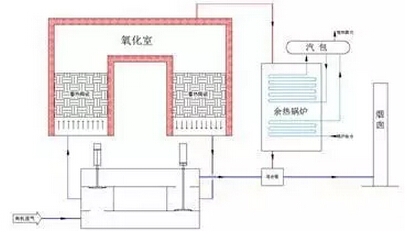
图1、两室RTO 余热回收简易流程
煤化工企业产生的有机废气主要来自于低温甲醇洗装置排放的二氧化碳尾气,这些尾气甲烷浓度较高,燃烧热值高,非甲烷总烃质量流率大;有机物成分含:氢气、甲烷、乙烯、乙烷、丙烯、丙烷、硫化氢、甲硫醇、羟基硫、硫化碳如果直接排放,不仅对环境产生污染,更是对能源的浪费;一般情况下VOC浓度达到3% –4% LEL时,RTO氧化炉运行基本无需补入天然气;因此低温甲醇洗有机废气通过RTO处理后,可将RTO燃烧室高温烟气进行余热回收, 一般使用余热蒸汽锅炉。
低温甲醇洗装置排放废气惰性气体体积比含量大,氧气含量低,有机物浓度高,为了满足RTO使用条件,根据有机物浓度使用空气比例稀释,同时利用空气中的氧气给有机物提供氧化剂,再由风机送入RTO蓄热室预热、氧化;通过阀门切换再经过另一床层蓄热室热量交换后,由于RTO自身热回收效率高达95%以上,当有机废气浓度高时,可通过RTO氧化室高温热旁通引出高温烟气(900多℃)导入余热锅炉(通常使用蒸汽锅炉),实现RTO自身的热量平衡,既能避免氧化室出现高温跳机,又能实现多余热量回收利用功能。RTO热能回收不仅解决了低温甲醇洗装置排放废气环境污染的问题,而且通过蒸汽回收给企业增加收益,减少了能源的消耗。
但RTO作为一种新设备,国内环保公司无相关的制造标准,在实际使用过程中,极易发生安全事故。从浙江**石化经济技术开发区管委会调查部分企业的RTO使用基本情况来看:
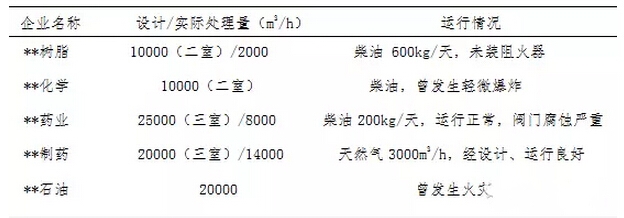
从企业情况调查来看,RTO处理高浓度有机废气,废气量和VOC气体浓度不稳定,RTO运行中的安全风险较大,RTO是明火设备,一般情况下不会发生火灾、爆炸事故,但化工行业的特点觉得了有机废气浓度的不稳定,为有效防范RTO安全事故,安全的规范的设计显得尤为重要。使用时要采取Anjule-GRTO更严格的安全措施。
(1)严格控制RTO进口有机物的浓度,使其控制在一个安全的水平,这是预防爆炸的一个最根本的措施。RTO本身就是个点火源,如果进口浓度已经超过爆炸下限,即使前面用了防爆风机、管道采用了防静电都无济于事。由于有机物的爆炸下限随着气体温度的提高会大幅降低,同时由于煤化工企业有机废气的突发性排放,入口浓度必须远低于爆炸下限。
(2)在RTO的废气管线上设置2个以上可燃气体监测仪,并实行有机废气在线监测,并将监测仪与RTO入口阀门&紧急旁通阀门连锁,任意一个监测仪报警,将达到爆炸极限的废气通过紧急处理装置旁通,避免这部分废气进入RTO燃烧室后发生爆炸。
(3)在RTO入口有机废气设置喷淋洗涤塔,对固体颗粒物进行预处理,废气预处理不彻底,废气中的可燃粉尘有机物固体颗粒等在RTO的蓄热室陶瓷层中集聚可能引发火灾事故,通过洗涤塔同时可以去除有机废气中含有的酸性腐蚀性物质,减少气体对RTO炉体、阀门等设备腐蚀;洗涤塔可以起到高浓度有机废气稀释混合时紊流缓冲的左右,避免有机废气局部区域出现混合不均匀而出现闪爆。
(4)在RTO废气进气口安装机械阻火器,一般情况下炉内的高温废气不会回流到废气收集管内,如若RTO炉的正压波动较大,而此时废气收集管又未安装阻火装置,则可能导致高温废气回流至RTO出口管道内,引起废气管道爆炸等安全事故。RTO炉体安装泄爆门或者泄爆口,降低RTO爆炸时所产生的损失。
同时,根据国家环保部公告2013年第31号《挥发性有机物(VOCs)污染防治技术政策》第(七)条“在煤炭加工与转化行业,重点识别、排查工艺装置和管线组件中VOCs泄露的易发为止,制定预防VOCs泄露和处置紧急事件的措施”和第二十七条“当采用热力焚烧等方法进行末端治理时,应编制本单位事故火灾、爆炸等应急救援预案”。所以,Anjule-GRTO的涡流应急塔能较好的符合环保部的应急措施,有效的避免了火灾事故发生,同时,在RTO炉发生事故、检修的时候,可以启动CHO91涡流应急塔,确保了企业的正常生产。
备注:
作者郑承煜,中国煤化工VOCs治理技术中心主任、上海市环保产业研究院大气污染防治研究所所长